Spring End Grinding
To ensure the perpendicularity of helical compression springs and maintain proper contact between the supporting coils and other components—reducing deflection and ensuring the performance of the host machine (or parts)—the end faces of helical compression springs are generally ground. This process is commonly referred to as “spring End Grinding.”
Spring grinding can be performed in three main ways:
- Manual grinding
- Semi-automatic grinding
- Automatic grinding
After grinding, the following requirements must be met:
- The ground portion should cover at least 3/4 of the spring’s circumference.
- The end thickness should be no less than 1/8 of the wire diameter (preferably 1/4).
- The surface roughness (Ra) should be ≤12.5 μm.
Selection of Grinding Equipment & Methods
The choice of equipment and operation method depends on production volume:
- Manual grinding typically uses a standard grinding wheel machine with appropriate fixtures and tools. While simple, this method is labor-intensive and inefficient, making it suitable for small batches and diverse varieties.
- For mass production, dedicated spring end grinding machines are used.
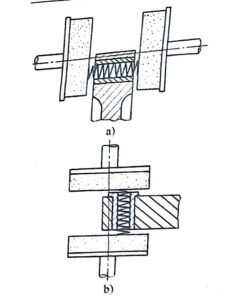
Types of Spring End Grinding Machines
There are two main types:
- Horizontal grinding machines (Fig a)
- Vertical grinding machines (Fig.b)
Spring End Grinding Machine
China offers various models of spring end grinding machines, which can be selected based on specifications.
- M7745-9KS CNC spring double-disc end grinding machine (for springs with wire diameters of 1–9 mm).

- CNC spring end grinding machine (for springs with wire diameters of 0.5–12 mm).

Grinding Methods & Dust Removal
- Dust removal systems include water spray (wet grinding) and dust extraction (dry grinding).
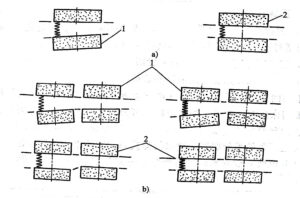
- Based on the number of grinding heads, grinding can be performed with:
- One pair of grinding heads (pic a):
- The grinding wheels can tilt at 0°–3°, forming a flared shape, suitable for rough grinding.
- Parallel grinding provides higher perpendicularity accuracy but reduces wheel lifespan, making it ideal for fine grinding.
- Two pairs of grinding heads (pic b):
- One pair for rough grinding, the other for fine grinding, improving efficiency and quality.
- One pair of grinding heads (pic a):
Grinding and Machining
Grinding Process Recommendations
- For wire diameters >3 mm, grinding should be done in two stages (rough + fine grinding).
- For high-precision springs (e.g., fuel injector pressure springs) with wire diameters <3 mm, 2–3 grinding passes may be required.
- After grinding, burrs often form inside the spring bore. These should be removed via chamfering using:
- Special tapered grinding wheels
- Carbide-tipped conical tools
- Automatic chamfering machines
Key Considerations for Spring End Grinding
To ensure quality grinding, operators must consider:
- Proper grinding wheel selection (based on material and precision requirements) to avoid overheating and maintain self-sharpening properties.
- Optimal grinding parameters:
- Excessive feed rate or wheel speed reduces self-sharpening, increases heat, and risks burning the spring ends.
- High-precision, thick-wire, or large-diameter springs require slower speeds & lighter cuts.
- Proper sleeve fitment:
- The sleeve inner diameter should be 0.1–0.2 mm larger than the spring’s max outer diameter for smooth rotation.
- Sleeve height should be 1–3 mm shorter (short springs) or 2–5 mm shorter (long springs).
- Springs with high height variation should be grouped before grinding.
- Sleeves should be made of carbon/alloy tool steel (62–65 HRC) and precision-ground.
- Consistent helix angle & close-wound length for perpendicularity control (checked with angle gauges or templates).
- Regular wheel dressing & machine maintenance.
- Grinding after stress relief annealing to prevent end opening. For annealed wire springs, rough grinding can precede quenching, while fine grinding follows.
ChinaCustomSpring is a professional spring and wire forming manufacturer in China. If you need custom springs or wire forms, feel free to contact us!





