Core rolled Cylindrical spiral tension spring
The Core rolled Cylindrical spiral tension spring is generally of the inter-coil contact type; as it does not require opening, its winding process is simpler than that of the compression spring.
For ordinary tension springs, there is no technical requirement for the initial tension, and they can be rolled on a mandrel using ordinary feeding methods. When rolling, it is not necessary to open the gears (sometimes the gears are hung according to the diameter of the material), and the material is moved by the spiral coil that has been rolled. However, for tension springs that require initial stress, some necessary process measures need to be taken during rolling
When rolling a tension spring with initial tension, it is necessary to maintain a large clamping force between the coils, as shown in Figure 3-3. Figure 3-3a shows a general coiling method with a central mandrel; Figure 3-3b shows a coiling method where the wire is twisted before being wound around the mandrel, and the wire is wound in the direction of the arrow in the figure to create a large clamping force between the coils. Figure 3-3c shows a rolling method using a roller to obtain a large clamping force. During coiling, the wire is guided through a guide plate 5 and pressed against the mandrel 4 between the coiled spring section 1 and the stopper 3 with the help of a roller 2. The introduction direction of the guide plate 5 forms an angle α’ with the vertical direction of the mandrel
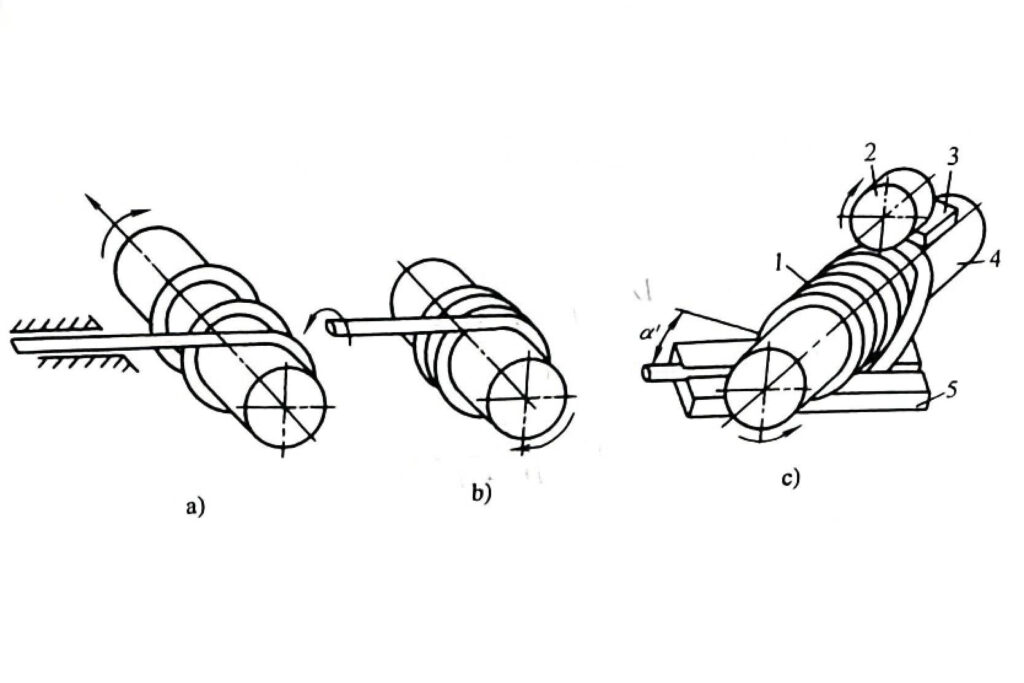
Figure 3-3 Method of winding spring with a core
a) ordinary winding b) twisting winding of steel wire itself c) rolling winding
1 – spring 2 – roller 3 – stopper 4 – spindle 5 – guide plate
The larger the winding ratio and pitch of the spring, the smaller the plastic deformation, the more unstable the internal stress, and the more difficult it is to control the accuracy of the spring diameter and pitch. Therefore, when winding springs with large winding ratios and pitches, special attention should be paid to the operation of each process. For example, slow down when reversing, handle the wound spring blank gently, and minimize movement before stress relief annealing. For spring blanks with large winding ratios, it is best to fix them after winding is completed, and remove them from the spindle after stress relief annealing simultaneously with the spindle
The feeding angle α during the coil forming process will affect the natural torsion of the spring during the coiling process, and the magnitude of the torsion will affect the size and characteristics of the spring. For tension springs, the resistance to opening the coil when the tension spring is loaded can be adjusted by adjusting the natural torsion, known as the initial tension, to reduce the working stress. In production practice, the tension spring with initial tension is formed by adjusting the feeding angle α (Figure 3-1 and Figure 3-3) and the feeding tension.
In order to obtain a tension spring with a large initial tension, a special coiling method that adjusts the torsion multiple times can be used during coiling. The overlapping method is one of them, and its coiling method is roughly as follows: first, the wire is wound on a hollow mandrel to form a tight coil spring with a direction opposite to the required spiral direction, leaving a certain amount of wire bends. Then, the spring blank with hollow mandrel is inserted into a cylindrical mandrel, and the end with bends is inserted into the mandrel hole. After forming a certain tension through clamping device, it is wound tightly in the opposite direction, thus forming a tension spring with large initial tension
The close-coiled spring made of wire that does not require quenching has a certain initial tension. If the initial tension is not required, there should be a gap between each coil





